



加工前ポカヨケシステム
【PDFカタログ】:ポカヨケ仕様書 / ポカヨケ用途
1.用途
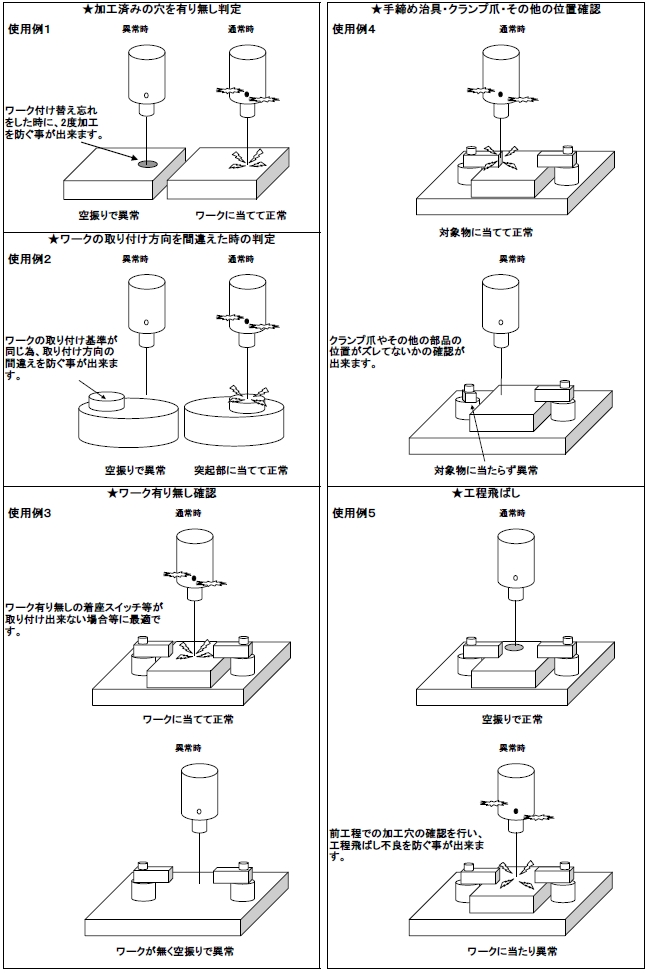
自動加工機による生産において、ワーク取付作業上のミスや、機器動作不良から、以下 の不具合が発生することがありました。
(1)2度加工による加工不良ワークの発生
(2)工程抜けによる不良ワークの発生
(3)ワーク無しのまま加工スタート
(4)ワーク固定忘れによる加工不良、機器ダメージの発生
(5)ワーク取付向き不良による加工不良品の発生
(6)ワーク固定動作部が、完全動作しないまま加工開始し、加工不良、機器ダメージ発生
(7)刃具折れが発生したまま加工続行し、加工不良品を発生
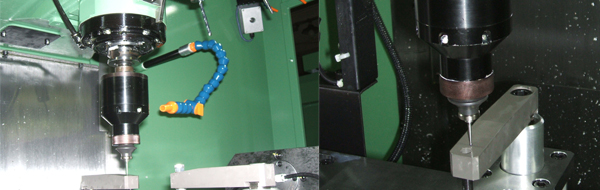
これらの対策のため、従来はワーク取付治具上に検出機能を組み込む方式をとっていま したが、取付治具毎に設計・組込みが必要となっていました。 本システムは、検出送信ユニットをツーリングの一本として加工機内にセットし、使用時に
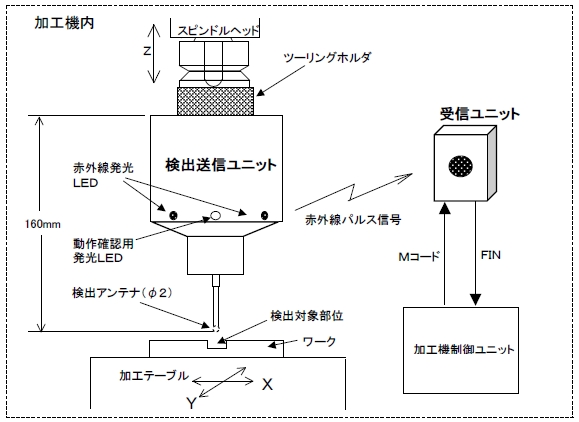
加工位置へ移動、検出アンテナ部を検出部位に移動・接触させることにより検出し、その 結果を赤外線信号で送信、機内に固定された受信機で受信して加工機へ信号入力する 方式です。 この方式の採用により、ワーク種類、検出部形状などに左右されることなく本システムの みで対応が可能です。 なお、用途の詳細に関しては、別紙をご覧ください。
2.特長
1、ツーリングの一本として加工機内にセットする方式により、ワークやその取付治具の 変更に左右することなく使用できます。(注:検出座標変更が必要です)
2、検出方式は、使用環境に合わせて(1)スイッチ使用方式と(2)静電変位センサを使用する2タイプを用意
(1)スイッチ方式 ・・・・・ ウエットな環境に適しています。
(2)静電センサ方式 ・・・・・ 接触にて検出するため、高精度検出できます(切削油 がかかる環境には不向きです)
検出アンテナ部は、、ワークを水平方向あるいはスピンドル部をZ方向に移動、接触する2方向での検出が可能で、検出後の充分なオーバートラベル動作量を確保しているため安心して使用することができます。
(注:水平方向動作検出は、静電センサタイプのみ対応。スイッチタイプは垂直動作による検出のみです)
3、加工プログラム内より、M-コードを使用して、ON確認又はOFF確認ができます。
(1)ON確認用Mコード
(2)OFF確認用Mコード
通常使用モードでは、確認できないとき、FINが帰らず加工プログラムは停止します。
ロボットなどを使用し、無停止動作させたい場合は、次のM-コードを使用します。
(3)エラー信号モードセットMコード
このモードでは、確認できないとき、FINが帰ると共にエラー信号が戻るため、システム
でのエラー処理が可能となります。(詳しくはお問い合わせください)
4、検出結果は、赤外線信号により受信ユニットに送信するコードレス方式です。
検出送信ユニット内は電池を内蔵しており、検出結果を赤外線にて信号出力します。赤外線信号は誤動作を防ぐため、固有化されたパルス発光とし、受信側もそれを認識して動作する方式としています。
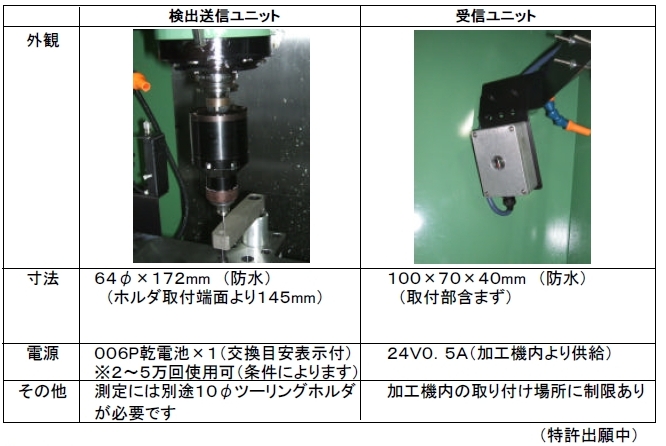
3.構成
4.主な仕様
5.その他オプション
A.ワーク高さ確認 : 条件により可能です(仕様打ち合わせが必要です)
B.検出アンテナ径変更 : 標準はφ2測定子ですがオプションでφ1が可能です
6.用途